Contact us
Get Mouse Ears Off Your Car Body
Mouse ears, ogees, esses, stingers… all distortions of fractions of a millimeter that can result in a stamped panel or even an entire vehicle being rejected. Don’t let that happen to you. Save both time and money by discovering how you can predict these anomalies before they occur.
The term “mouse ears” is used to describe perceived imperfections in car bodies. A quality inspector can sight along a car's exterior and spot a mouse ear or other visual anomaly using light reflections, then reject delivery of a stamped panel, assembly or closure—or even, ultimately, an entire vehicle.
This is done in the pursuit of the ultimate level of quality in a car exterior—the consumer appeal.

engineering at CES2019. Kam, from
the world of tool and die, evangelizes
virtual reality.
Eric Kam sits at the intersection of manufacturing processes and virtual reality at ESI, a company best known for its crash simulation software. After 25 years of working in sheet metal formability engineering and with the dies that produce stamped parts, Eric can spot these imperfections with ease. He’ll even point them out as he drives down the road.
Mouse ears, and other visual defects occur when sheet metal deflects minutely from the intended curvature of the part. This deflection is a natural result of springback or elastic recovery common to all stamped sheet metals. Any timesheet metal is deformed in a die, it will tend to spring back a bit when it is removed from the die. Springback surface defects happen when the shape or curvature induced when the stamping die is fully closed is significantly different from the curvature result after the part is removed from the forming die.
How “good” a sheet metal exterior part looks often depends on how close the part keeps to the design. If a contour springs back, it may be flatter than the design calls for, creating a localized “low” spot. Springback can also result in a part with more curvature than the design, creating a “high” spot. The challenge is that springback distortion is scarcely measurable, as the movement of the metal can be as little as fractions of a millimeter.
However, such miniscule deviations can be quite obvious when reflecting the environment in the car’s glossy surface. Even the smallest deflections can result in significant distortion. To the untrained eye, the appearance will be “wrong,” or “off.” Stamping professionals have developed their own vocabulary for the reflections of straight-line sources, where “highs” and “lows” in the surface will turn into “mouse ears,” “ogees,” “esses” or “stringers.” In severe cases, metal can sometimes “oil can” (that is, to audibly pop to the other side of its intended curvature), which reverses its shape. It is hard to fix and even harder to predict.
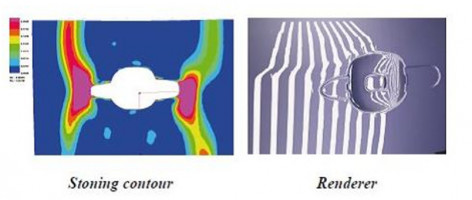
Manufacturers of automotive panels worldwide now numerically predict springback effects with the help of forming simulation software. However, the numerical prediction of mouse ears and other cosmetic defects remains a challenge. As mentioned earlier, the measurable deflections are extremely small. Analysts have tried to correlate numerical results to physical defects, minor strain distributions, mean stresses, and other finite element analysis outputs to get an accurate prediction.
The severity of surface anomalies such as mouse ears, while not numerically predictable, becomes a perception issue that depends on the position of the panel, the intended curvature compared to the springback shape and the angles between light sources and viewer’s eyes. ESI simulates this with a “virtual light-room,” emulating these reflective conditions, rather than depending on more abstract numerical results.
How Does PAM-STAMP Prevent Mouse Ears?
No matter how sophisticated, analytical solutions by themselves can’t prevent mouse ears or the other imperfections mentioned above. Instead, ESI PAM-STAMP enables engineers and stamping process planners to evaluate the various design and process countermeasures that they might propose to compensate for the predicted surface defect.
Stamping engineers can design a new shape for the stamping tool, deforming the material to a shape beyond the intended curvature so that when springback happens the part ends up with the intended shape. Or, the timing or process parameters of the stamping tool can be modified to mitigate the localized effects of metal deformation to improve the appearance of the panel. Metal forming simulation allows for the identification of the efficacy of engineered tooling faces and parameters that resolve the issue— or tells the engineers that there is no plausible remediation.
The need to predict and evaluate sheet metal distortions goes beyond the effect of mouse ears on an individual stamped panel. Other types of surface defects can occur as a result of assembly operations, such as the hemming of inner and outer parts used in automotive closure panels (doors, hoods, and liftgates), or welding and joining of class-A body panels to underbody structures. Localized deformations are not only caused by springback of the forming dies, but also by the deformation effects of hemming, the heat effects of welding, the curing of adhesives, or subassembly fastening processes – all of which could contribute to surface defects in the finished product. For that reason, ESI sees a need to look beyond the simple prediction of sheet metal stamping deformations toward a prediction of the effects of subsequent manufacturing processes, like welding and joining.
“Traditionally, stamping engineering and assembly planning activities are handled by different organizations or companies,” says Kam. “While the engineering of stamping dies to address metal deformation defects is the norm, the influence of metal deformations during assembly is not common. Addressing sheet metal distortions that result from assembly operations present technical, as well as enterprise challenges.”
“Bridging these challenges requires the availability of solutions that can address both the metal forming and assembly simulation challenges, along with enterprises that are willing and able to share the burden of applying the engineering effort,” Kam continues. “Automotive body stamping and assembly are engineering disciplines that must and will be more closely linked moving forward. The luxury of assuming that feasible stamped panels and an approved assembly process will yield an acceptable subassembly will no longer be the status quo. Already, trends of more closely linking these two previously independent activities are visible today as manufacturing organizations try to wring the most value out of these activities. Going forward, the distinction between an assembly engineer and a stamping engineer will get blurrier and blurrier.”
Most cars today are composed of sheet metal parts that are welded and joined together to complete the body structure. However, the automotive industry sees the need to look at alternative construction in order to continue finding gains in safety and energy efficiency, at least in terms of how parts are produced. Multi-part sheet metal assemblies might be replaced with parts made with composites, which could be lighter and stronger—an advantage to lightweighting pressures that the industry faces due to ever-increasing mileage standards. Similarly, components could also be cast from lightweight alloys, replacing what could be a complex stamping and assembly operation.
While sheet metal retains its dominance in automotive body part manufacturing, the need to simultaneously reduce mass while increasing strength stretches sheet metal to its limits. Additionally, the cost implications of sheet metal stamping dies are near a tipping point when annual production volumes or use over a lifetime is considered, potentially making other manufacturing methods more attractive.
Trade-off decisions between the manufacturability of lightweight designs already raise new challenges for engineering groups. A recent increase in the use of aluminum body structures in electric vehicles has seen the use of alternative manufacturing and assembly processes. The proposed use of cast aluminum alloys to replace sheet metal stamped assemblies in upcoming products like the Tesla Model Y also point to this trend.
If design and engineering are weighing the options between applying casting, composites or stampings as part of the assembly, keeping these decisions in completely different departments and using disparate toolkits will consensus difficult—if not impossible. One might argue that in some cases the decision to make certain parts using certain methods has been pre-defined by the software the company has selected, rather than which method of manufacturing provides the best results. As the saying goes, if all you have is a hammer every problem looks like a nail.
A technical solution that merges all these manufacturing methods might still be some time away, but ESI Group is already addressing some of the enterprise challenges, says Kam.
“We recently amended our solution offerings to let purchasing and engineering information systems groups license our individual virtual manufacturing solutions together. Our Virtual Manufacturing Suite lets an enterprise install our portfolio of domain-specific productivity solutions, which represent various manufacturing processes (casting, stamping, composites, welding, and assembly/joining), and access the necessary engineering tools under a common license agreement. At least this way, an IT decision is not preventing an informed engineering decision.”
Written by Roopinder Tara for engineering.com
For more information visit: Break Silos with Virtual Manufacturing

Author
Eric Kam
Marketing and Alliances Director
Eric Kam is the Marketing and Alliances Director for ESI Group’s Manufacturing Business Channel, supporting their Immersive Experience (VR/AR/MR/xR) Solutions and Virtual Manufacturing Suite. He is an outspoken advocate for the ongoing transformation in Computer Aided Design, Finite Element Analysis, and Computer Aided Engineering. He has spent the bulk of the last 25 years promoting the democratization of previously “analyst-driven” technologies to bring the benefits of Virtual Engineering tools to the engineering and manufacturing practitioners themselves.
Category: Automotive, Virtual Reality