PAM-STAMP
Advanced/Flexible Sheet Metal Forming Simulation Software
Simulating Advanced and Flexible Sheet Metal Forming Processes with PAM-STAMP
Complementing the recently released automotive-specific BM-Stamp Stamping Simulation software, PAM-STAMP is a trusted sheet metal forming solution with over 25 years of proven use across aerospace, white goods, heavy machinery, and electronics industries. The solution includes a high degree of flexibility which allows to tackle sheet metal formability challenges across advanced and flexible processes—all within a single environment. From part and tooling design phase to production, PAM-STAMP enables you to virtually develop and validate almost any sheet metal forming process and the setup and analysis of automotive hemming processes.
The solution offers simple-to-use, dedicated process templates, and workflows for most sheet metal forming processes, for example, tube-bending, hydroforming, and flex forming, allowing even engineers with limited experience to produce high-quality simulation outcomes. Thanks to the program's extremely open environment it is also an excellent tool to support experts and researchers with their (innovation) challenges, by allowing them to control in-depth not only process-related parameters but FEM-related numerics as well.
PAM-STAMP enables the successful production of sheet metal parts, sub-assemblies, and assemblies, whether working with simple or complex geometries, conventional steel, or advanced lightweight materials. With its process-driven, intuitive graphic user interface and a highly accurate solver, PAM-STAMP delivers precise results for cold, warm, and hot sheet metal forming processes.


Flexible
Simulate almost any sheet metal forming process

Process Driven Set-up
Use, modify, or create process templates for effortless setup of even the most complicated processes

Accelerate Innovation
Build your processes, including detailed process and numerics control

Accurate
Accurate physics representation integrated in the solver for materials and process to achieve the highest predictive confidence

Productive
Compute even the largest models in a short timeframe with excellent solver scalability

Proven
25+ years of proven reliability across industries
Which Processes can be Optimized with PAM-STAMP?
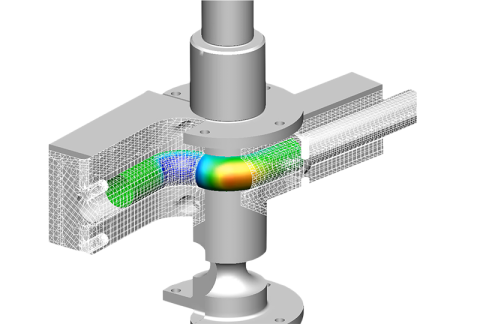
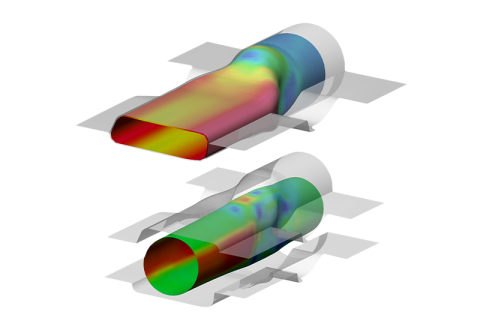
Tube Bending
PAM-STAMP offers the user a virtual bending machine, which allows control of all axes regarding forces applied, for example, on clamp die, or path and velocity control for a pressure die. Boost assisted bending is also possible as well as processes using mandrels. Dedicated bending templates are included in the package to easily setup single and mult-bends, as well as complex compound bending processes.
Hydroforming
Hydroforming is an advanced forming process that uses fluids, instead of traditional mechanical presses, to shape metal parts. This technique allows for the creation of complex geometries and improved surface quality. PAM-STAMP simplifies hydroforming by modeling various methods, including liquid bulge forming and high-pressure techniques, whether for tubes, profiles, or flat blanks. It supports specialized processes like Fluidcell and Aquadraw and can handle unique requirements such as branching or axial punches for material flow control. PAM-STAMP’s user-friendly environment streamlines process setup, making it easier to manage the intricacies of hydroforming.

Stretch Forming
Stretch forming is used to create smooth, contoured parts by stretching sheet metal to exceed its elastic limit and then formed over a die. The process produces lightweight components with seamless curvatures, such as aircraft fuselages and wing panels. By applying uniform tension during forming, the process ensures consistent thickness, eliminates wrinkles, and enhances structural integrity. PAM-STAMP can predict material behavior and change the tool surface to accommodate for springback minimize thinning or tearing, and achieve accurate, high-quality results with reduced physical trial-and-error.
Deep Drawing
Deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch, producing a deep, hollow shape. PAM-STAMP provides all the needed functionalities for an accurate simulation of this forming process, considering all stages- the ironing phenomena and, if applied, the annealing treatment to make the metal softer.

Rubber membrane / Rubber Pad forming
The rubber membrane and rubber pad sheet metal forming processes are specialized methods used in manufacturing to shape sheet metal using the flexibility and compressibility of rubber. These techniques are typically employed for forming complex or delicate parts where traditional rigid tools might not be suitable. Process control can be pressure-, force- or kinematic-driven.

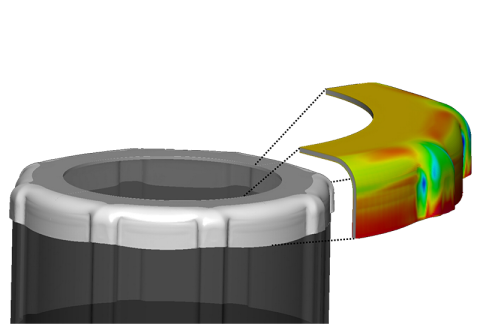
Roller and tabletop hemming
A user-friendly interface inside PAM-STAMP defines the physical process similar to the programming of a hemming roll guided by a robotic arm. This allows one to systematically optimize existing experience and strategies to control possible resulting shape deviations. The position of the part's trim lines that are essential for hemming can be optimized for the proceeding operation sequence of the respective single parts.

Other supported SMF processes
As it is impossible to highlight all used sheet metal forming manufacturing processes, the following list is non-exhaustive: Super-plastic Forming (SPF), stretch bending of tubes, Creep Age Forming (CAF), Spinning, Incremental Forming, Hot Forming of aluminum (HFQ) and steel (Press hardening), ...