Contact us
Empowering foundries to achieve “rightweight” parts while reducing material costs
How casting simulation software ProCAST facilitates the “Yes, we can” mentality at Ironcastings
Ironcastings SPA is an Italian foundry specialized in the manufacturing of casting parts made of grey iron, ductile iron and austempered ductile iron (ADI). I spoke to Alberto Albertini, their Technical & Plant Manager, who explained to me how using ProCAST for sand casting simulation has helped his company solve metallurgical problems, and what value they get from the software.
Badarinath: Dear Alberto, please could you briefly introduce to us the company you work for?
Alberto: Ironcastings was founded in 1961. Today, our outstanding team blends advanced technological skills, with our company’s know-how gained throughout 60 years of cumulated experience. We aim to be a single point of contact for our clients, from the design of their components to the delivery of their finished products. A solid integrated process takes place in our plant in Reggio Emilia, in North Italy, allowing us to supply machined, tested, and certified cast parts. Our products cater for a wide range of industries, including trucks, wind power, forklifts, agricultural machinery, construction, pumps, and so on. The weight of the parts we produce ranges from 10 kg to 250 kg. Ironcastings produces ductile iron since 1985, which now represents over 85% of our production. The company chose to bet on ductile iron because it is an important industrial material, offering design engineers a unique combination of high strength, wear resistance, ductility, and toughness – which makes it extremely valuable particularly for the Heavy Machinery industry.
Badarinath: Delivering high quality iron castings despite growing part complexity is a challenge we witnessed across many industries in recent years. How are you addressing this difficult conundrum?
Alberto: We started using sand casting simulation in the early 2000s. In the past few years, the increasing quality requirements and growing parts complexity have allowed us to showcase our simulation capabilities and differentiate ourselves on the market. The introduction of ProCAST in 2021, supported by local casting simulation specialists ECOTRE, has been a turning point in the way we design and deliver our castings, allowing us to better utilize our metallurgical know-how.
Badarinath: Can you give us a concrete example of a situation where sand casting simulation brought value in your process since the induction of ProCAST?
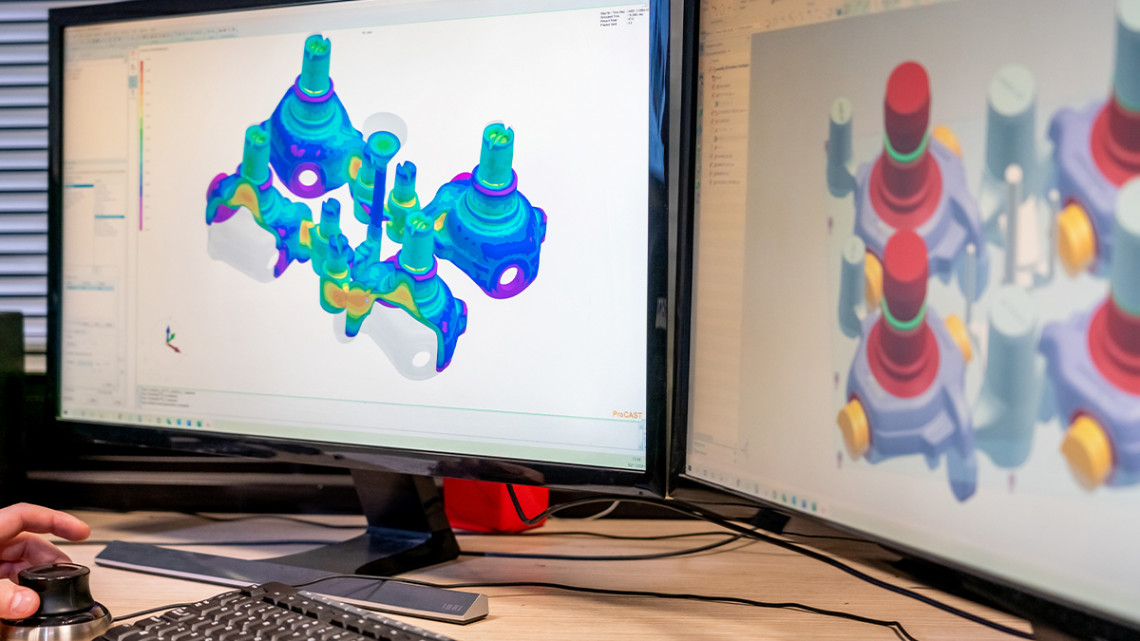
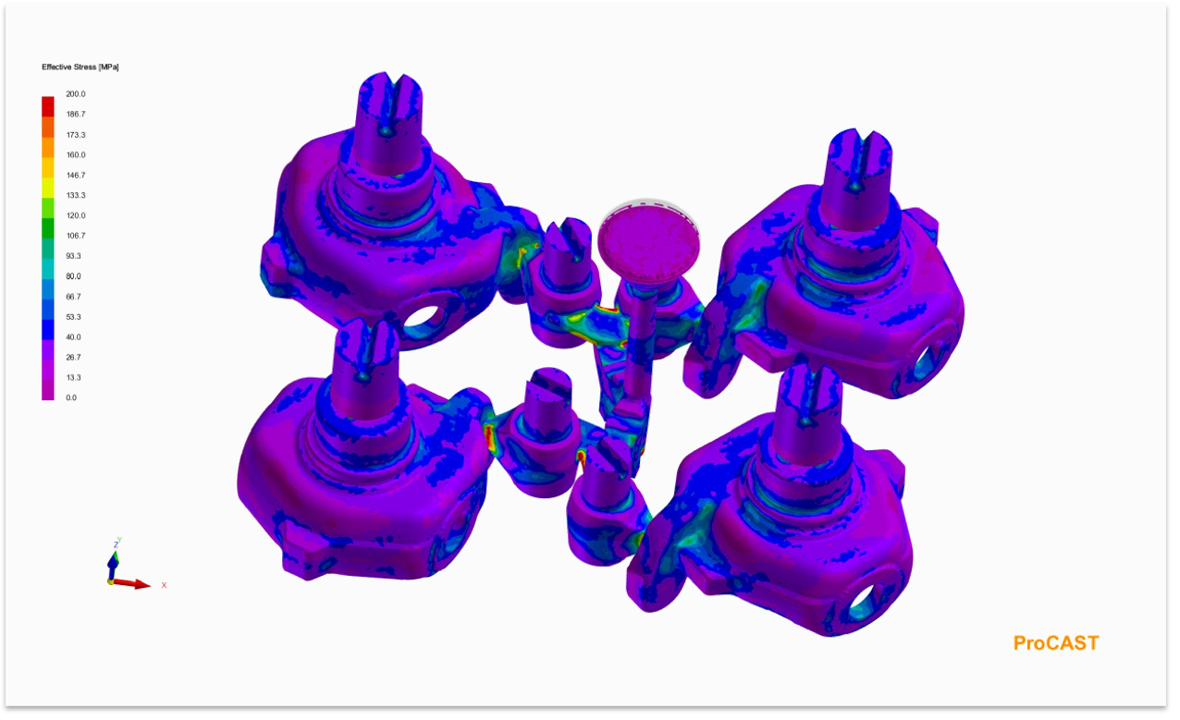
Alberto: Not so long ago, we worked on the production of a GJS 500-7 knuckle weighing 41.5 kg. The dimensions of the flask were 1100 x 900 x 700 mm. The challenge consisted of meeting customer quality standards despite the complex geometry and tight tolerances, and this objective has been achieved without modifying the part design supplied by our customer. Sand casting simulation in ProCAST enabled us to precisely solve residual stress problems by predicting and optimizing microstructure, mechanical properties, and porosity formation. It also enabled us to reach greater levels of efficiency for our foundry process – higher production rates yield maximization – leading to part cost reduction.
Badarinath: I am curious to learn more about how our software simulation has helped you in achieving this challenge.

Alberto: Sure. Our first configuration featured a 3-cavity mold, with a certain part orientation. This first approach helped us reduce porosities in some areas where the customer used to encounter problems, but not entirely.
Moreover, there was a residual stress problem after solidification. In addition, this orientation, though practical for feeding the cast part, was not optimal when it came to the number of patterns in the flask. The core weighed 20 kg for each cavity and productivity was estimated around 65%. In the image you can see the porosity detected for the 3-cavity mold configuration (top) and optimized 4-cavity mold configuration with sound castings (bottom).
To address these inefficiencies, we decided to try a second configuration, rotating the parting plane by 90°. We re-engineered the feeder system in a specific way to ensure feeding of the part in strategical points. We validated this configuration, found the solution for the feeder, and solved the porosity, as well as residual stress issues, pointed out by the customer, all virtually using ProCAST.
This configuration allowed us to add one more cavity (going from 3 to 4 cavities), helping us raise the production rate by 33%.
Furthermore, this second configuration also allowed us to reduce the net core weight to 1,66Kg per cavity, representing a reduction of 92% core weight. This translated into a reduction of our material costs.
Badarinath: How did the simulated design compare to quality assessments during serial production?
Alberto: Our customer had worked with the University of Bologna, performing experimental tests to understand the level residual stress issues they had noticed on that part. ProCAST simulation results matched reality in an optimal manner. The comparison between ProCAST’s predictions and measurements just showed a 10% deviation for the 3-cavity mold configuration. The serial production, which was done using the optimized 4-cavity mold layout, had much lower residual stresses, with a final quality assessment in line with what we had estimated initially from simulation.
Finally, we managed to save around 0.3€ per kilo of the final net weight of the casting, translating to overall savings of over 400,000 Euros annually.
Badarinath: Thank you, that’s a great example of successful implementation of ProCAST, with all the details of what foundries can address at every step of the manufacturing process development. Your story does not only provide valuable insights about the methodology you have developed, it also brings concrete financial results, with estimated savings and ROI. And hearing about your success is a genuine reward for ESI’s casting simulation team!
Alberto: Yes, indeed! We were able to enhance our competitiveness by reducing development time and cost, while constantly improving product quality. Plus, we could optimize our casting process to better fit with customer requirements. This is how ProCAST casting simulation facilitates the “Yes, we can” mentally here at Ironcastings.
Badarinath: What a great attitude! Alberto, coming to the end of our interview - for those of our readers who don't know you, I'd like to share a few details about you and your work at Ironcastings.
Alberto grew up in the countryside and since 1972, he loved to figure out how the world works. He is a curious and smart explorer, and this translated into his love and passion for Mechanical Engineering. Therefore, after earning a degree, Alberto entered the foundry world to explore his passion for industrial and metallurgical technologies. His goal is to improve the current scope of items and to continue innovating to make foundry life more convenient and efficient. Nowadays, Alberto is Head of Operations at Ironcastings and his daily task covers a wide range of multi-faced activities, such as supervising the design and development of new products, being an integral part of the Quality Department, and optimizing production. Alberto’s motto is: “It’s forbidden to say I can’t!”
Alberto: Very true! Thank you!
Badarinath: Alberto, it was a great pleasure talking to you. I thank you very much for your time and look forward to more successes like this in the future. And I also thank our partner ECOTRE in Italy for their support in telling this story.
Learn from the Sand Casting Experts
If you are located in Italy and would like to replicate this success, please get in touch with our long-term partner ECOTRE, whose mission is to help manufacturing companies solve all their metallurgical problems.
To see how working with ProCAST could make your foundry life more convenient, efficient and eco-friendly, please watch our free webinar "Simulate the Complete Casting Process to reduce defects".

Author
Badarinath Kalkunte
Casting Market Strategy & Business Development Manager
Badarinath Kalkunte is the Market Strategy & Business Development Manager for ESI Group’s casting solutions. He brings with him over 19 years of experience in Manufacturing CAE dedicated to supporting the implementation of casting simulation and integrating it into the design & process development in the casting industries. His early professional years were focused on Failure Mode and Effect Analysis (FMEA) and direct problem solving of casting defects faced during trial & production. He did this work in close collaboration with the production teams within the foundries. His expertise comes from cross-functional roles in technical support, process simulation training, engineering services, the center of excellence, and sales & product marketing. He has a Mechanical Engineering Degree from Bangalore University & Master’s in Manufacturing Management from BITS Pilani.
Category: Heavy Machinery