Contact us
A new, unique cost-saving weld rupture solution
Virtually predict spot weld strength the first time
Considering how easy it is to automate spot welding, it’s historically been the most common joining process for high-volume manufacturing industries, specifically the automotive industry. A typical car body contains roughly 5,000 spot welds joining various types of alloys such as carbon steels, high strength low-alloy steels, stainless steels, aluminum & light alloys, nickel alloys, and galvanized sheets. Because these spot welds are of the utmost importance to the crash safety of a vehicle, OEMs must accurately predict their strength early on to ensure the structural integrity and safety of the vehicle and also to prevent costly setbacks for late-stage corrections.
As the automotive industry has been steadily shifting towards lightweight materials to reduce vehicle weight, boost fuel economy, and improve range, especially for hybrid and electric vehicles. Using new materials such as high and ultra-high-strength steel is a very common theme. However, they do not come without challenges, such as hardness and brittleness. This means that automakers must ensure that these structures can perform throughout a vehicle’s lifetime, ensuring vehicle occupant safety.
One of the best ways to ensure strong, durable spot weld structures is with simulation.
ESI has developed a unique solution for virtual testing of the spot weld strength based on accurate spot weld process simulations to reliably predict the rupture characteristics under various loading conditions. In this blog, I interviewed Yannick Vincent, Senior Product Manager for Welding Solutions, to get more insights into the background and key values of this innovative solution.
Mark: What was the motivation behind ESI developing this solution?
Yannick: Unpredicted spot weld rupture during physical crash testing is very risky, not to mention a time and cost killer, when issues are discovered late in the development process. This is even more important because we know Body-in-White (BiW) development time and project budgets have been slashed, creating even less room for errors. Aiming to help OEMs solve this critical challenge, we developed this solution to minimize their risk while eliminating the need for time-consuming physical tests. This way, OEMs can predict crash performance with complete confidence, and remedy it early in the development cycle.
Mark: Could you briefly describe the current limitations of common approaches used by the automotive industry today?
Yannick: Car bodies are predominantly made of steel components of various grades and strengths. Most of these steel components are spot welded together: each car contains roughly 5,000 spot welds. For each of the combinations of material and thicknesses, and even for the same spot weld but produced with different process settings, the results for the final strength will be different due to the different metallurgies. To accurately predict crash performance behavior, it would be ideal if, for all possible material combinations, the actual spot weld strength could be accounted for. However, the number of possible material combinations is almost infinite and the current practice of physical coupon testing is very time-consuming and costly, making it an unattractive option. Ultimately, this process reduces the predictability of crash performance simulation solutions and can result in late and costly iterations of physical prototypes.
Mark: The automotive industry has been dealing with steel-steel joining combinations for decades and seems to have established a modus operandi that works for them. What changed? Why are things different now?
Yannick: Great question. In addition to the challenge we just discussed, there is another challenge automakers are dealing with. By now we know that electrification is pushing the industry to increase its use of high-strength steels for body assemblies as an answer to the automotive lightweight challenge. However, using high-strength steel can cause unexpected failure to occur in the joints.
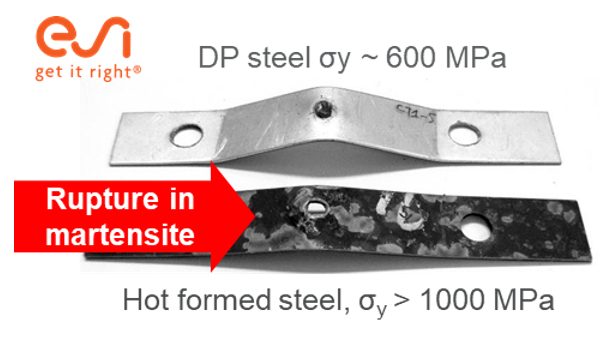
Take for example a combination of martensitic hot-formed steel with DP600 steel; the rupture can actually occur in an area close to the martensitic region because, during the spot welding process, the joint locally weakens the higher strength steel by creating a heat-affected zone of tempered martensite.
Not considering the actual spot weld strength and rupture behavior could potentially cause different performance behavior with a possible negative impact on energy absorption, occupant safety, etc. So, the more advanced steels you are introducing in your design, the higher the uncertainty of the correct crash prediction.
Mark: How is ESI’s new solution contributing to higher predictive confidence in crash performance testing with fewer physical prototypes?
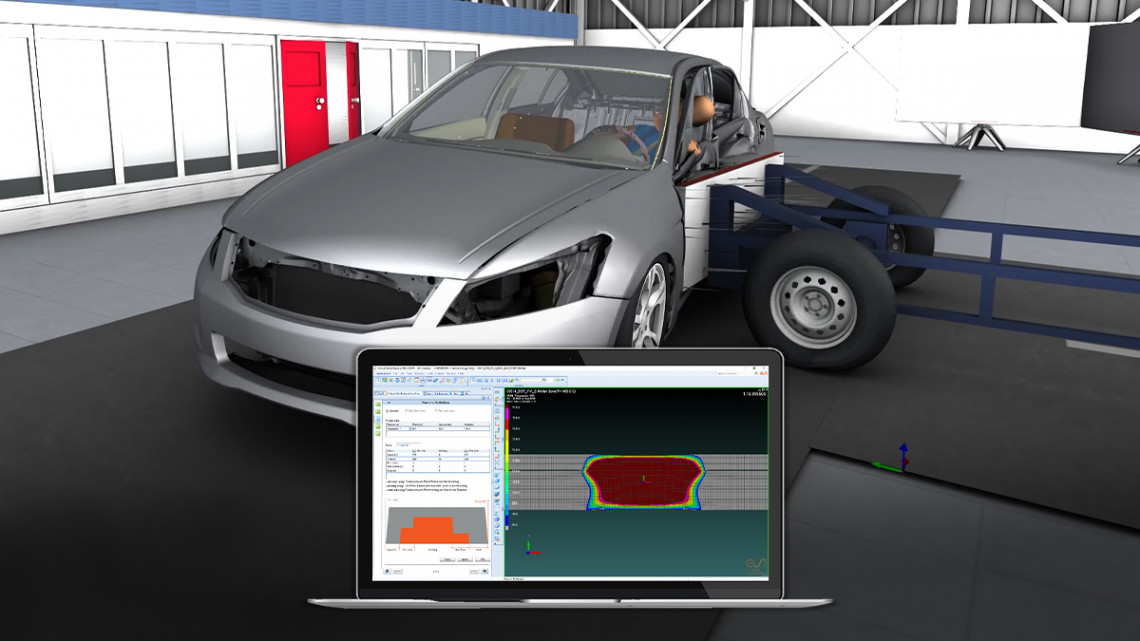
Yannick: As I mentioned before, most of today’s testing is done with physical experiments. If you want to accurately simulate the spot welding process and the following coupon rupture testing you would need multiple pieces of software, most of which aren’t able to communicate with one another. This means you would need additional mapping operations and scripting to transfer data between the different environments – not to mention you’d practically need to be a Ph.D. to get the right input for the various simulations.
What we have developed is a streamlined workflow within one single, easy-to-use environment, where the input is process-based rather than finite element numeric-based. It starts by defining the materials, the weld gun configuration used, and the weld process settings. To check the robustness of the results a weld-lobe can also be created for you with the push of a button. Then the spot weld characteristics like nugget size and metallurgy are automatically transferred to the various coupon tests, including T-Tension and peal tests. Once this is complete, a reliable rupture simulation will be carried out. The resulting force-displacement curves can be input for the various crash models and stored in a database for future use.
Mark: How did you define the workflow and how did you determine what kind of features to consider? Are any of your customers already using this solution?
Yannick: I’m so glad you asked me this question because we could not have developed this cutting-edge solution without the close collaboration of a longtime partner and customer, Ford. Together, we discussed and iterated at length to fully understand the problematics and come up with the ideal solution accounting for the most accurate data while ensuring the software would remain simple enough for standard engineers to use. Of course, the outcomes of this benchmark were also physically validated by Ford to ensure the desired predictive confidence and the final decrease in required physical prototypes. You can read a detailed account of the collaboration and success here.
Mark: Yannick, I’d like to thank you for your time and for helping us understand how this unique solution is already helping our partners in the automotive industry ensure their vehicles are safe, while also helping them transform in this ever-changing market!
If you are interested in learning more about this new solution and seeing if it is a fit for you and your company, watch our on-demand webinar on Local Joining Process & Performance where you'll hear first-hand how you can:
- predict and avoid any unexpected joint ruptures that could lead to crash deformation
- capture ruptures in the crash model early during the physical prototype testing phase
- rely more heavily on digital testing to improve accuracy, efficiency & cost, and ensure a more fluid internal communication and process integration
We look forward to you joining us and learning more about how you can move your manufacturing earlier into the development cycle and start your transformation today!

Author
Mark Vrolijk
Senior Product Marketing Manager
After completing his masters at the faculty of Aerospace Engineering at the Delft University of Technology, Netherlands, Mark Vrolijk started his career with ESI in June of 2000 as a technical support engineer for ESI’s Virtual Manufacturing Portfolio. His specialty focus was on the sheet metal forming processes. After holding various positions in the sheet metal forming trade, including technical product manager, product marketing manager, and strategy manager, he is now currently working as a senior product marketing manager for all ESI’s Smart Manufacturing solutions.
Category: Automotive
Tags: Welding, Spot weld rupture