
ProCAST活用事例 Swerea SWECAST 社
Casting
Heavy Industry & Machinery
Swerea SWECAST社は、ProCASTを使用して薄肉鋳鋼品の開発に成功しました。
高精度鋳造シミュレーション
使用ソフト:ProCAST
ProCASTを使用して薄肉鋳鋼品の開発に成功
経緯
スウェーデン政府からの資金援助により「軽量の薄肉鋳造品の製造」プロジェクトが始まりました。このプロジェクトの目的は、薄肉鋳鋼品およびアルミニウム鋳造品の設計と製造の条件を決定することと、薄肉鋳造を容易にするためのシミュレーション活用方法を確立することの二つです。このプロジェクトでは、まずシミュレーションソフトウェアを使用し、プロトタイプ鋳造の試作結果を比較し、次にプロセスパラメータが注湯プロセスにどんな影響を与えるのかを確認するという実験を行いました。この実験から得られた知見は、現在、実際の製造工程に適用されています。
課題
薄肉鋳造においては、いかに廃棄物の発生量を適正にするか、あるいはいかに寸法を許容差内に収めるかなどが、課題となります。薄肉鋳造のノウハウは容易に入手できないため、多くの設計者は、安全係数を組み込んで必要以上に厚い肉厚の設計を行うなどして、薄肉化や軽量化への取り組みに消極的になりがちです。
効果
-
部品の肉厚が6mmから3.5mmに減少した
-
鋳造品が大幅に軽量化された
-
総生産コストが30%削減された
「ProCASTソフトウェアを活用したことで、薄肉鋳鋼のシミュレーションが可能になりました。特に、薄肉形状のシミュレーションにおいて、ProCASTは優れていました」スウェーデンSmalands Stalgjuteri社、管理担当ディレクタ(プロジェクトメンバーおよび鋼部品サプライヤ)、 Per Ytterell氏
実験の範囲
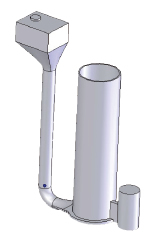
このプロジェクトでは、薄肉鋳鋼における溶融金属の湯流れを把握するためのシミュレーションを実施しました。この事例では長さ400mm、直径100mm、肉厚3mmの円筒パイプのプロトタイプ鋳造(図3)でのシミュレーションを題材にご説明します。
試作
このプロトタイプ鋳造では、従来の砂型とシェル鋳型を使用しています。実験用に開発した注湯/充填システムは加圧システムで、湯受けが取り付けられています。この実験の最大の目的は、薄肉の鋳型に注湯された溶融金属の挙動を把握することを通じて、溶湯がどのように凝固しどのようにコールドフローが発生するのかを理解することでした。注湯温度や注湯速度など各種パラメータを変更したり、鋳型キャビティを部分的に充填したりするなどして、試作を繰り返しました。また試作品から得られた実データと、ProCASTによるシミュレーションから得られたデータとの比較も行いました。
パラメータ
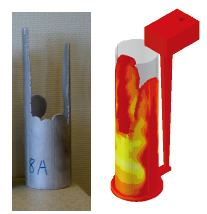
試作とシミュレーションの結果比較に
おいては良い相関関係が確認された
鋳型への注湯プロセスに影響を与えるパラメータは多数ありますが、どのパラメータを変更できるかは、使用するシミュレーションプログラムに応じて異なります。今回の結果比較では、結果への影響が最も大きいと思われる次の5パラメータに着目することにしました。
-
壁面摩擦
-
マッシーゾーンの粘性
-
伝熱係数
-
メッシュサイズ
-
曲面張力
ここでの目的は、各パラメータが注湯プロセスにどの程度影響するのかを把握し、シミュレーションの過程を、実際の製造工程に、限りなく近づけることでした。分析の結果、これの5つのパラメータは、いずれも注湯プロセスに影響することが分かりました。特に影響が大きかったのは、壁面摩擦、伝熱係数、およびマッシーゾーンの粘性です。壁面摩擦は、鋳型の壁面に沿って移動する溶融金属を適切に扱うためのパラメータで、この値は、合金と鋳型の材料によって変化します。伝熱係数は、温度勾配の関数として変化し、特に薄肉鋳造では、注入時の熱特性を忠実に再現するために重要なパラメータとなります。また、マッシーゾーンの温度依存粘性を組み込むことで、さらに良いモデルを構築できます。

シミュレーションの結果比較で良い相関が確認された
(図2とは異なるパラメータを使用)
構築したモデルが元の形状を正しく表現している限り、メッシュサイズはそれほど重要ではありません。また、表面張力は、現象としてあまりに複雑であるため、シミュレーションは困難であり、貴重な計算時間の浪費につながる可能性があります。またアルミニウム鋳造の場合と比べ、鋳鋼において、表面張力はそれほど重要なパラメータではありません。時間的な制約も考慮し、今回の実験では表面張力の考慮は見送りました。
この他、適正な圧力ヘッド、流速、およびチョークの各値を得るために、湯流れを忠実に再現することにも注意を払いました。最終的に、プロトタイプ鋳造の試作とシミュレーションの結果比較においては、良い相関関係が示されました(図2、図3)。
シミュレーション結果の、実際の部品製造への適用
実験を通じて得た最適な工程パラメータは、薄肉鋼部品の実際の開発に適用する必要があります。まず、最適な注湯/充填システムを開発するためのシミュレーションを行いました。さらに堅牢性をを得るための工程パラメータの最適化を実施しました。図4は、シェル鋳型による薄肉部品です。これらシミュレーションの結果に基づき、設計を修正すれば、最小肉厚3.5mmの鋼部品が製造できるという確信が得られました(図5)。

結果
今回のプロジェクトを通じて、薄肉鋳造品のシミュレーションが可能になり、また、製造工程で実際に使用できる材料データの取得と検証を行う手法も確立できました。優れたソフトウェアの活用により、鋳型キャビティ内の溶融金属の挙動予測も可能になり、アルミニウム製の薄肉部品(2mm)の開発も実施できました。