Hot Forming Systems Builder, AP&T, Halves the Production Cycle with ESI PAM-STAMP
Sheet Metal Forming, Virtual Reality
Heavy Industry & Machinery
ESI PAM-STAMP has done a lot for AP&T’s operations, especially in reducing the time and costs in upfront processes by eliminating mistakes in die design and tooling builds.
Ulf WigrenProduct Manager, AP&T Tooling and Simulation Department
Story
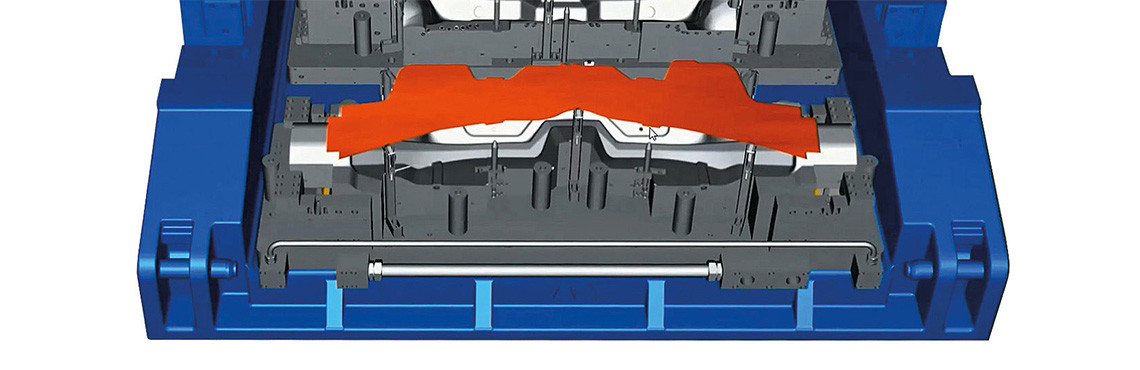
Hot forming with in-die quenching is a process that shapes special steels into complex parts. Tooling design is intricate, yet AP&T’s customer expectations increase while lead times shrink for every project.
By modeling hot stamping and in-die quenching processes, ESI PAM-STAMP successfully predicts defects in the parts, cutting the production cycle time. Simultaneously, by visualizing the formed parts with virtual reality using ESI IC.IDO, AP&T gains confidence that the optimal solution has been found for their customer.
There is a drive for vehicles to become safer and more energy efficient. At the same time, OEMs have been compressing development time so design and manufacturing decisions need to be made early, fast and with confidence. Hot forming with in-die quenching addresses the requirements to be safe and light. The former can be engineered by making some sections of parts very rigid so that they protect vehicle occupants in a crash, while other sections are ductile and absorb crash energy. In addition, through innovative design it is possible to combine several simple sheet-metal parts into one single complex component, and thereby reduce fabrication, welding, and sub-assembly tasks, as well as the entire production cycle time.
However, the advanced high-strength steels (AHSS) and ultra-high-strength steels (UHSS) processed are far stronger than the “mild” steels used for most sheet metal body components, and consequently have a tendency to crack, wrinkle, undergo local striction, and experience springback during conventional blanking, stamping and forming operations. While hot forming with in-die quenching solves most of these issues, it demands complex tooling design: the die must be robust enough to perform the forming operations, yet it must provide a cooling cycle fast enough to allow the austenite-martensite transformations needed for proper quenching. It used to take manufacturing engineers, systems designers and tooling providers a year or longer to engineer, build, test and install a new production system. Today, AP&T typically delivers a hot forming die set in less than six months.
To achieve this performance, AP&T relies heavily on process simulation and analyses with ESI PAM-STAMP, which is deemed essential at each step of the development of the production system. Simulation for the end-to-end process can be set up in minutes, allowing dozens of tests to be
run in a day. Results are available in minutes, outstripping physical testing which can take 3-5 days, including the test results analysis.
AP&T concentrates its use of PAM-STAMP on two critical aspects of die making:
1. Quenching hot-formed parts while still in production die sets, which requires designing the dies capable of being water-cooled quickly and at the right rate. “Quenching newly formed parts in the forming dies requires three sets of analyses with PAM-STAMP”, explained Ulf Wigren, Product Manager AP&T Tooling and Simulation Department for AP&T Group, “thermal feasibility, design, and analysis of the cooling system itself inside the dies. The channels carry water to absorb forming heat, at temperatures as high as 450°C, in just a few seconds. A third set of simulations verifies that the entire process
meets customer requirements for physical properties and production time.
2. Die face designs balance short-cycle-time manufacturing, functionality, appearance, manufacturability and cost. PAM-STAMP is vital to optimize the necessary tradeoffs envisioned in customers’ designs. “Originally, we refined the part design from what the customer gave us,” Wigren said, “but that is no longer necessary.” Now, AP&T engineers work mostly with the steel blank, helping speed customer acceptance. To allow their customers to visualize their optimized proposal, AP&T engineers use ESI’s Virtual Reality (VR) solution, IC.IDO, which brings the parts and processes to life with life-size, 3D immersive presentations.
“Because the simulation loops are fast, we can do this very quickly,” Wigren added. Not long ago, “we needed 3-5 people working on each system during tryouts to identify and solve problems, and sometimes that could take several weeks. Now, troubleshooting is usually done rapidly via Virtual Reality. Overall, PAM-STAMP and other simulations probably save us 25% to 30% of cost and time versus no simulation. We do simulations for all our quotations,” Wigren concluded. “Then, after we have the order, we run more to fine tune the process and potentially exceed customer expectations.” As a provider of systems and tools, AP&T also guarantees part dimensions, mechanical properties, crashworthiness, regulatory compliance, and conformance to industry standards.
About AP&T
AP&T develops, manufactures and markets complete production systems, automation, presses, tools and related aftermarket services for manufacturers of formed metal parts. AP&T constantly aims to achieve the highest possible level of customer satisfaction and security by offering a high degree of availability and complete solutions – a concept called One Responsible Partner®. AP&T focuses on production systems that give the finished part properties such as reduced weight, high degree of safety and energy efficiency. AP&T is represented in many parts of the world, primarily in Europe, Asia, North America and South America.
For more information, visit www.aptgroup.com