
Cornille Havard Foundry improves its productivity and expands its bell-casting market thanks to ESI QuikCAST
Casting
Heavy Industry & Machinery

The simulation results obtained with ESI QuikCAST along with the material characterization bring us to a better understanding of the fluid flow sequence, thermal exchanges and metallurgical phenomena which appear when casting bells. The principal outcomes were the validation and the optimization of our molding system as well as the possibility to consider the casting of bigger bells in order to enter new markets.
Didier LINXEDigital Engineering Manager/ CTIF
Story
Cornille Havard Foundry has cast bells in Normandy, France since the end of the middle ages. They produce mainly small and medium-sized bells up to a maximum of 7 tons in weight, using mostly copper- based bronze alloys. The foundry went for a complete overhaul in its manufacturing process in 2003 by generalizing a process named “inverted casting” which confers to the bell improved metallurgical and acoustic properties along with a better aspect.
Wishing to expand their market to very large bells, the foundry sought to adopt simulation techniques to better understand the solidification behavior in such castings. Simulation meant being able to characterize the material properties of their alloy, in order to generate accurate predictions. Cornille Havard Foundry called upon CTIF, a French research and development center specialized in metal casting, to characterize their production process using numerical simulation tools and validate these using experimental methods and measurements. CTIF and Cornille Havard implemented a step-by-step process to finally achieve the goal of casting a high quality 7 tons bell casting.
Material characterization of CuSn22 bronze alloy
The 7 tons bell casting had to be cast in CuSn22 bronze, a non-standard cast alloy. Not only was there little available information in literature regarding thermo-physical properties required for simulation of this alloy, but the existing thermodynamic data was too approximate for use in simulation. Laboratory testing was therefore organized to characterize the material properties and to retrieve the necessary data usable for casting simulation, such as:
- Solidus, eutectic, and liquidus temperatures (°C),
- Latent heat (J/kg),.Specific heat (J·kg-1·K-1),
- Density (kg/m3),.Solid fraction,
- Thermal conductivity (W·m-1·K-1),
- Dynamic viscosity (Pa.s).
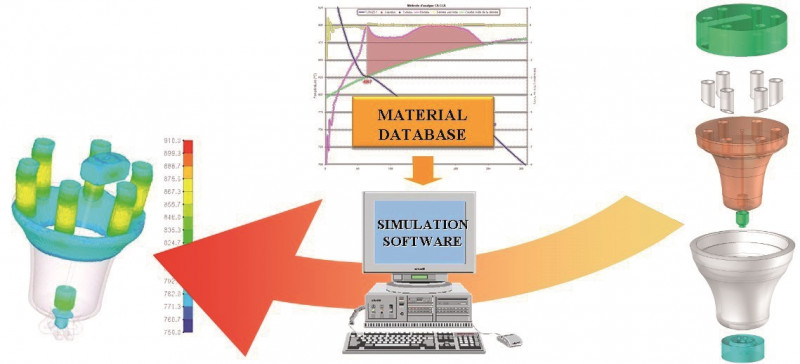
Adopted casting simulation process
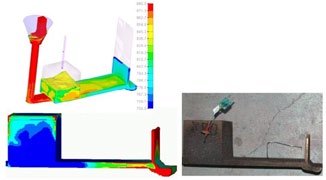
Alloy property validation on a sample test casting
The material properties obtained from the characterization exercise were first validated on a representative casting sample using a sand mold with well known material properties (chemically bonded sand). Few iterations were carried out to refine the physical properties involved in filling and solidification simulation.
The geometry of the sample casting was deliberately heterogeneous in thickness, and the testing was performed at a lower temperature in order to assess the reliability of the software response. The simulation results concerning the filling behavior and the solidification pattern showed to be in good agreement with the experimental results. This correlation confirmed the material property characterization done for the CuSn22 alloy.
Process validation on a medium-sized bell casting
The next step was to validate the entire process on an instrumented casting, similar in design to the actual casting, but of medium-size and weighing about 600kg. Manufacturing conditions remained similar to the sample test casting, and a comparison was made with the corresponding simulation results.
The mold was equipped with thermocouples in order to measure and analyze:
- Filling temperature variations,
- Stages of solidification,
- Cooling temperatures in the cast part and mold,
- Thermal exchanges between casting alloy and mold constituents
- In parallel, numerical simulations of filling and solidification were performed using ESI QuikCAST based on:
- Material data from the characterization phase,
- 3D CAD model of the entire mold cavity set-up,
- Calculation hypotheses reflecting the actual casting conditions, including instrumentation (measurements obtained from the thermocouples).
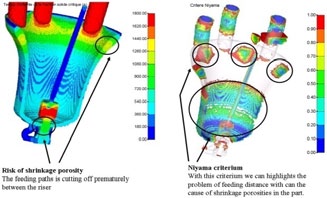
The output of the filling simulation revealed a choke in the filling system design, the evolution of the metal front (temperatures, velocities, pressures) indicating potential areas of air entrapment and cold laps, as well as the regions filled last inside the cavity.
The casting solidification study provided cooling curves, the evolution of the liquid fraction across the entire solidification range, as well as temperature gradients across different casting sections, and solidification time on the entire casting part.
By comparing experimental and simulated results using ESI QuikCAST, CTIF was able to finalize the calibration exercise and have well set simulation parameters, suited to such a casting process.
Results & Conclusion
Cornille Havard Foundry implemented ESI QuikCAST numerical simulation to help manufacture bigger bronze bell casting than with their traditional bell castings process. The methodology featured advanced techniques enabling them to acquire knowledge on the thermal and fluid properties of CuSn22 bronze alloy and on the behavior of the mold materials during solidification. This opens the way for predictive numerical simulation studies for the production of very large bell castings over new markets.
About Cornille Havard
Cornille Havard Bell Foundry is settled in Normandy (France) since 1830. In this niche market, the company is one of the leader by producing top quality church bells in terms of tuning and appearance. The foundry exports each year between 20 to 50% of its production to Viet Nam, Japan, New Caledonia, Nigeria, USA, Malta, Lebanon and Rwanda. Human values and quality work have been its main foundations over the past 20 years of development. Today, with 18 employees, the company attained a turnover of 1.200.000 €.
For more information visit Cornille Havard